1. Introduction:
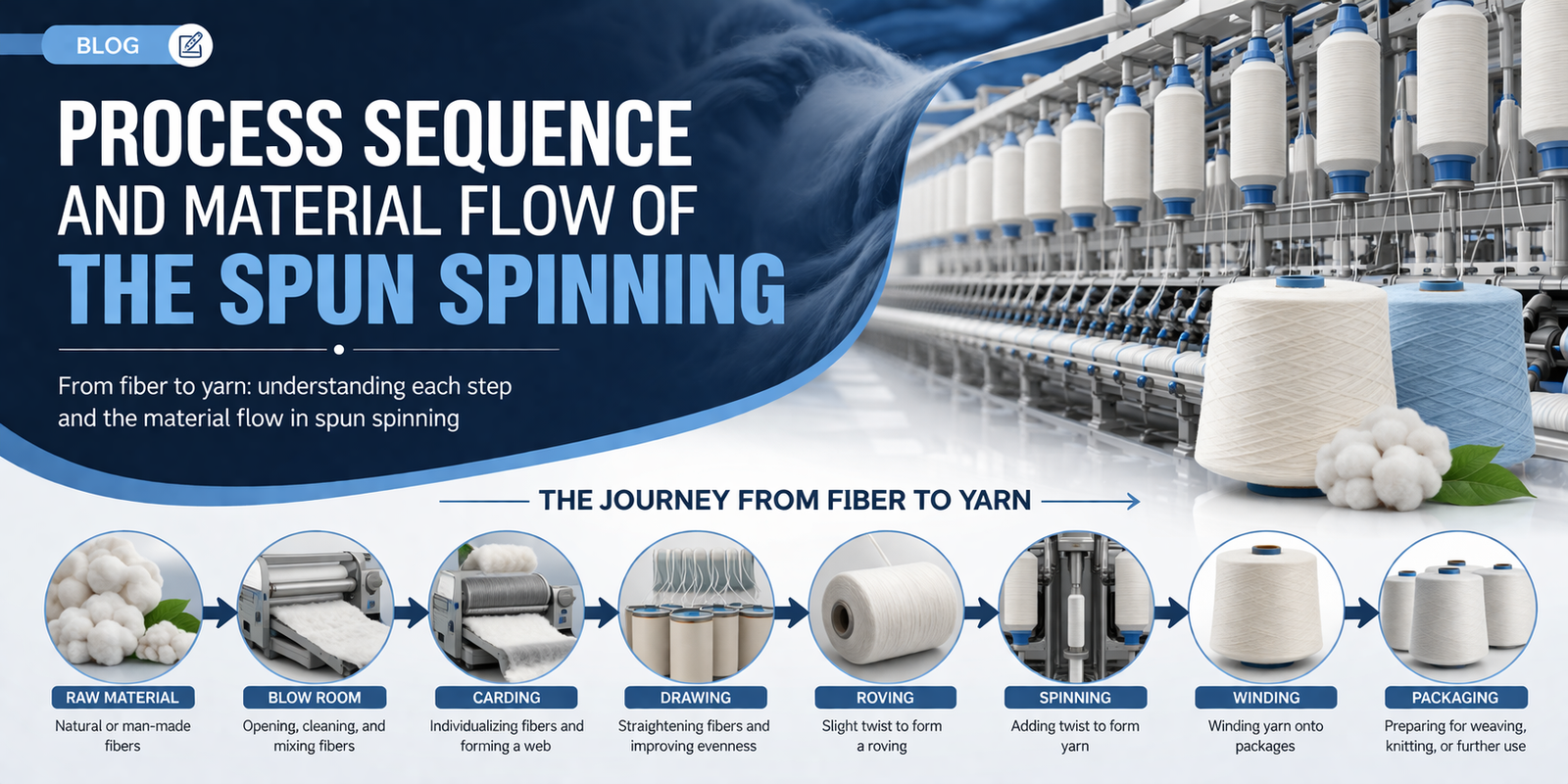
The spinning process is a fundamental stage in textile manufacturing where raw cotton fibres are transformed into yarn. This transformation involves a series of mechanical processes designed to clean, align, and convert fibres into a continuous strand. Understanding both the sequence of processes and the material flow at each stage is essential for efficient production and quality control.
This article provides a detailed explanation of the spinning processes for carded, combed, and open-end yarns, along with their respective material flows.
2. Primary Spinning Sequences
The spinning sequence varies significantly depending on the desired yarn quality and production method. The three main pathways include the carded, combed, and open-end yarn processes, each following a distinct progression of machinery.
- Carded Yarn Process: Moves from bale opening and mixing through the blow room, carding, drawing frames, speed frame, ring frame, and finally the auto coner.
- Combed Yarn Process: Incorporates additional quality-enhancing steps, passing through a lap former and comber before reaching the finisher draw frame.
- Open-End Yarn Process: Offers a shorter route by skipping the roving stage entirely, transitioning directly from the finisher draw frame to open-end rotor spinning.
2.1 Carded Yarn Process
The carded yarn process is the most basic and widely used spinning route. It involves fewer steps compared to combed yarn manufacturing.

2.1.1 Process Sequence:
- Bale Opening & Mixing
- Blow Room
- Carding
- Breaker Draw Frame
- Finisher Draw Frame
- Speed Frame (Roving)
- Ring Frame (Spinning)
- Auto Coner
- Checking & Packing
2.1.2 Explanation:
- Blow Room: Opens and cleans raw cotton.
- Carding: Converts fibres into sliver and removes impurities.
- Draw Frames: Improve fibre parallelisation and uniformity.
- Speed Frame: Converts sliver into roving.
- Ring Frame: Produces yarn from roving.
- Auto Coner: Converts yarn into cones and removes defects.
2.2 Combed Yarn Process
The combed yarn process includes additional steps to produce finer, stronger, and more uniform yarn by removing short fibres.
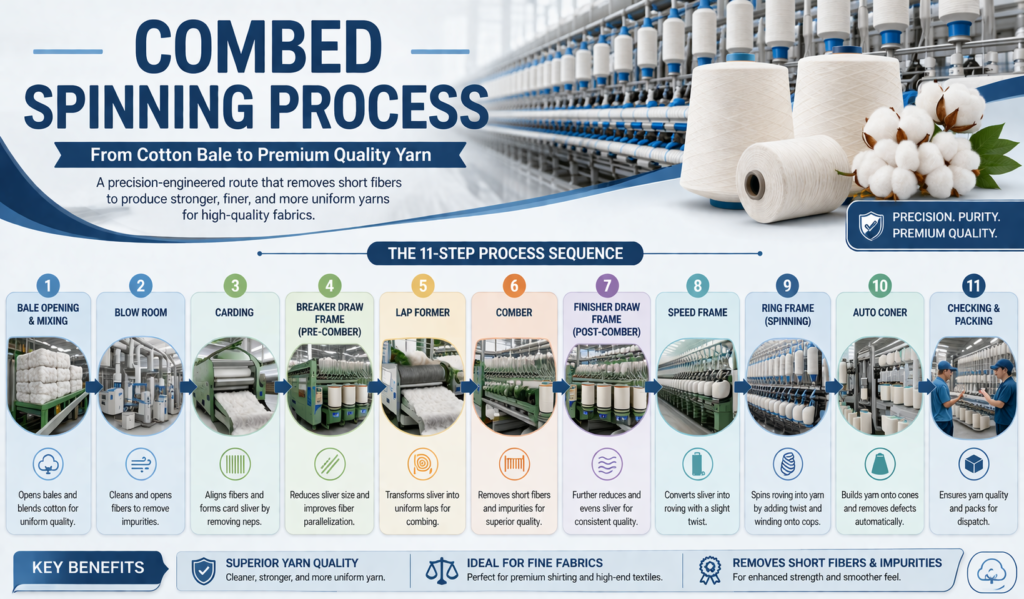
2.2.1 Process Sequence:
- Bale Opening & Mixing
- Blow Room
- Carding
- Breaker Draw Frame (Pre-comber)
- Lap Former
- Comber
- Finisher Draw Frame (Post-comber)
- Speed Frame
- Ring Frame
- Auto Coner
- Checking & Packing
2.2.2 Key Differences:
- Addition of Lap Former and Comber.
- Removal of short fibres improves yarn quality.
- Used for high-quality fabrics like fine shirting.
2.3 Open-End (Rotor) Spinning Process
Open-end spinning is a modern method that eliminates the roving stage and produces yarn directly from sliver.
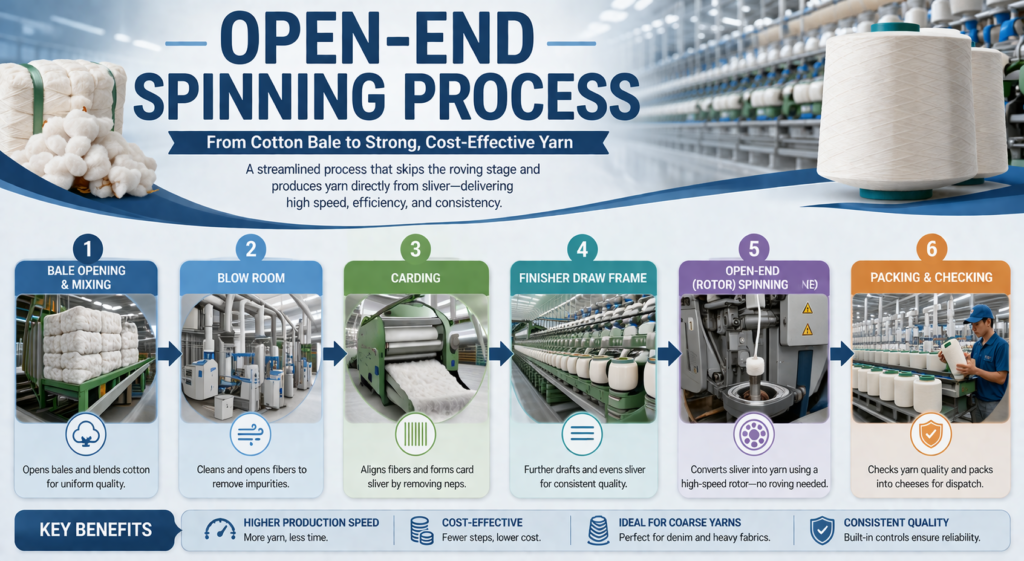
2.3.1 Process Sequence:
- Bale Opening & Mixing
- Blow Room
- Carding
- Finisher Draw Frame
- Open-End (Rotor) Spinning
- Packing & Checking
2.3.2 Key Features:
- No need for speed frame (roving stage eliminated).
- Higher production speed.
- Suitable for coarse yarns and denim applications.
3. Material Flow in Spinning
3.1 Material Flow in Open-End Yarn Manufacturing
Open-end yarn manufacturing is characterised by a streamlined material flow that prioritises efficiency and rapid production. Raw cotton is transformed into a finalised open-end yarn cheese package through a concise series of essential operations. This process is shorter and more efficient due to the direct conversion of sliver into yarn.
| Stage | Machine | Input Material | Output Material | Package Form |
| Opening & cleaning | Blow Room | Raw cotton | Open & Clean Fibres | — |
| Carding | Card | Open & Clean Fibres | Card sliver | Carded Sliver in Can |
| 1st Drawing | Breaker Draw frame | Card sliver | Drawn sliver | Draw Frame Sliver in Can |
| 2nd Drawing | Finisher Draw frame | Drawn sliver | Drawn sliver | FR Sliver in can |
| OE Spinning | OE Frame | Drawn sliver | OE yarn | Cheese |
3.2 Material Flow in Carded Yarn Manufacturing
The material flow for carded yarn follows the traditional ring-spinning approach commonly used for standard-quality textiles. It systematically drafts and twists fibres into fine yarns through a multi-stage reduction process, then winds the final product onto a cone. It is the most widely used process and keeps a balance between cost and quality.
| Stage | Machine | Input Material | Output Material | Package Form |
| Opening & cleaning | Blow Room | Raw cotton | Open & Clean Fibres | — |
| Carding | Card | Open & Clean Fibres | Card sliver | Carded Slivers in Can |
| 1st Drawing | Breaker Draw frame | Card sliver | Drawn sliver | BR Draw Frame Sliver in Can |
| 2nd Drawing | Finisher Draw frame | Drawn sliver | Drawn sliver | FR Draw Frame Sliver in Can |
| Roving | Speed Frame | Drawn sliver | Roving | Roving on bobbin |
| Spinning | Ring Frame | Roving | Ring-spun Yarn | Spinning Cops |
| Post-Spinning | Auto Coner | Yarn in spinning cops | Yarn | Cone |
3.3 Material Flow in Combed Yarn Manufacturing
Combed yarn manufacturing involves the most complex material flow, specifically designed to extract short fibres for premium apparel. This extensive sequence produces a highly uniform yarn that is ultimately packaged neatly on cones for downstream weaving or knitting operations.
| Stage | Machine | Input Material | Output Material | Package Form |
| Opening & cleaning | Blow Room | Raw cotton | Open & Clean Fibres | — |
| Carding | Card | Open & Clean Fibres | Card sliver | Slivers in Can |
| Pre-Comber Drawing | Breaker Draw frame | Card sliver | Drawn sliver | Sliver in Can |
| Lap Formation | Lap Former | Drawn sliver | Lap | Laps in spools |
| Combing | Comber | Lap | Combed Sliver | Combed sliver in Cans |
| Post-Comber Drawing | Finisher Draw Frame | Combed sliver | Drawn sliver | Post-Comber Draw frame slivers in cans |
| Roving | Speed Frame | Post comber Draw frame sliver | Roving | Roving bobbin |
| Spinning | Ring Frame | Roving | Ring-spun yarn | Spinning Cops |
| Post Spinning | Auto Coner | Yarn in spinning cops | Yarn | Cone |
Insight:
- Produces superior yarn quality.
- Removes short fibres and impurities.
- Ideal for premium textile applications.
4. Comparative Understanding of Processes
| Feature | Carded Yarn | Combed Yarn | Open-End Yarn |
| Process Length | Medium | Long | Short |
| Yarn Quality | Moderate | High | Moderate |
| Cost | Low | High | Low |
| Production Speed | Medium | Low | High |
| Applications | General fabrics | Fine fabrics | Denim, towels |
4. Conclusion
The spinning process is a carefully engineered sequence of operations that transforms raw cotton into usable yarn. Each process—carded, combed, and open-end spinning—has its own advantages, depending on the desired yarn quality, cost, and end-use application.
- Carded yarn offers a balance of cost and performance.
- Combed yarn provides superior quality for high-end textiles.
- Open-end yarn ensures high productivity with simplified processing.
A clear understanding of material flow at each stage is crucial for optimising production efficiency, maintaining yarn quality, and minimising waste in modern spinning mills.
References:
- Lawrence, C. A. (2003). Fundamentals of spun yarn technology. CRC Press. https://doi.org/10.1201/9780203009581
- Lord, P. R. (2003). Handbook of yarn production: Technology, science and economics. Woodhead Publishing
- Oxtoby, E. (1987). Spun yarn technology. Butterworths
- Klein, W. (1987). The technology of short-staple spinning (Vol. 1). Textile Institute. https://doi.org/10.1002/actp.1987.010380815
- Klein, W. (1993). New spinning systems (Vol. 5). Textile Institute
About the author: Mr Rafi Ahammed is a textile professional and researcher with over 11 years of industry experience in fabric manufacturing, weaving, and product development. Currently pursuing a PhD at NIT Jalandhar, he also serves as a Teaching Assistant in textile processing and data analysis labs. He holds an M.Tech in Fashion Technology from NIFT, New Delhi, and has worked with leading organisations such as Alok Industries Ltd, Arvind Ltd, D’Decor Home Fabrics Pvt Ltd, and SVP Sohar Textiles. His expertise spans thermal comfort and cold-weather clothing, technical textiles, weaving production, and quality control, and he actively shares insights through his blog Textile & Apparel Insights.
Read More
- From Waste to Wearables: The Evolution of Acoustic Textiles
- ntroduction to Weaving and Shuttle Looms
- Handloom to High Street: Why Traditional Textiles Matter Today
- Lean Manufacturing Tools in the Textile & Apparel Industry
- CO₂ vs Water Dyeing: A Sustainable Comparison
- The Rise of Sustainable Textile Insulation Materials
- Innovations in Smart Textiles for Wearable Comfort
- Recent Advancements in Weaving Technology
- Wyzenbeek vs Martindale: Fabric Test Comparison
- Differences Between SAM and SMV in Garment Manufacturing
- Exploring the Future: Smart Textiles and Their Influence on Technological Innovation
- China’s Cotton Topping Robot: Revolutionizing Xinjiang’s Fields at 10x Speed
- Smart Garments for Elderly Health Monitoring and Active Living
- Call for Submissions: Share Your Expertise in Textile and Apparel