
Prasanta Das
Assistant Professor
Panipat Institute of Engineering & Technology, Panipat, Haryana
Email: pdas.aijuni@gmail.com
Introduction
In the world of textile manufacturing, blending is a crucial process that ensures the final product meets the desired characteristics, quality, and cost-efficiency. Raw materials, whether natural or synthetic, often exhibit variations in their properties due to differences in cultivation, production, or processing conditions. Blending helps to mitigate these variations, allowing manufacturers to create consistent, high-quality yarns and fabrics. From enhancing the easy-care properties of fabrics to reducing raw material costs, blending plays a pivotal role in the spinning process. However, achieving the perfect blend is no simple task. It involves multiple stages – metering, mixing, and intermingling – each with its own challenges, particularly in maintaining the blend’s uniformity throughout the production process. In this blog, we will explore the various blending methods used in the textile industry, their advantages, and their disadvantages, providing a comprehensive understanding of how blending shapes the final product.
The purpose of blending
Raw materials used in the spinning mill are always inhomogeneous in their characteristics. In
part, this is inevitable owing to the different cultivation conditions of natural fibers and the
different production conditions for man- made fibers. Partly, it is deliberate in order to influence
the end product and the process. Blending is performed mainly in order to:
- Give the required characteristics to the end product (e.g. blending of man-made fibers
with natural fibers produces the desired easy-care characteristics). - Compensate for variations in the characteristics of the raw materials (even cotton of a
single origin exhibits variability and must be blended); - Hold down raw material costs (blending-in of raw mate- rial at low price level);
- Influence favorably the behavior of the material during processing (improve the running
characteristics of short staple material by admixture of carrier fibers). - Achieve effects by varying color, fiber characteristics and so on.
Blending procedures
I. Stages in the blending operation
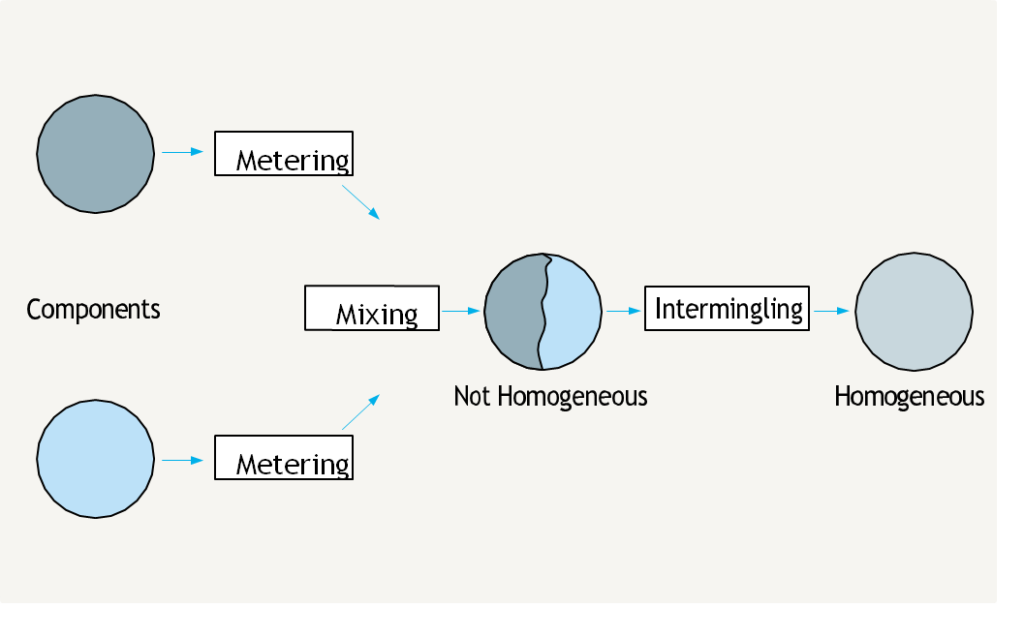
Blending is carried out in three stages (Fig. 1):
❖ metering, determination, and precise establishment of the quantities of the individual
components;
❖ mixing, i.e. bringing together the metered quantities;
❖ intermingling, i.e. distributing the components evenly in the body of fibers.
Each stage is as important as the other. However, difficulties arise primarily in intermingling and in maintaining the blend once it has been achieved. The latter is very difficult with fibers of different surface structure and varying energy- absorbing capacity on stretching, because deblending tends to occur at various processing stages.
II. Metering
The following methods are distinguished:
- Random mixing, for example, as occurs within blow- room machines, cards, etc.
- Metered but intermittent mixing, for example, as occurs in weighing-hopper feeders, where the components are fed intermittently in batches.
- Metered and continuous mixing, for example, in the A 81 UNIblend (Rieter), the Flockblender (Trützschler), and the draw frame. Formation of batches does not take place in the draw frame, but the individual components probably remain as strands throughout the whole product.
Evaluation of the blend
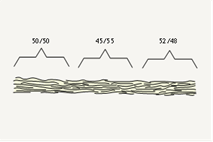
The evenness of the blend must always be assessed in two directions: the longitudinal direction and the transverse direction. Where there is unevenness in the longitudinal direction, yarn portions exhibit different percentage distributions of the individual components (Fig. 1). These can lead to stripiness. Where there is unevenness in the transverse direction, the fibers are poorly distributed in the yarn section (Fig. 2). This irregularity leads to an uneven appearance of the finished product.
The determination of the evenness of a blend, e.g. of synthetic and natural fibers, is costly and not simple. One com- ponent is usually dissolved out or colored differently.
De-blending
The spinner aims to distribute the different fibers evenly in the yarn. For this purpose, he must firstly produce a good blend at some stage of the process, and secondly be able to maintain the blend up to the stage of binding into the yarn.
It is a well-known fact that meeting the first of these requirements is not always easy; sometimes the second is harder still.
Reasons of de-blending
- Fibers of different length, surface structure, crimp, etc., also behave differently during movements as individuals. A “de-blending” effect can very often arise.
- During rolling of fibers in hoppers (bale openers, hopper feeders), migration of the components occurs where the fibers have different structures (e.g. cotton and man-made fibers).
- A similar effect is found during drawing in drafting arrangements. Fibers with large differences in length or surface form (smooth/rough, dyed/undyed, etc.) do not exhibit the same cohesive contact with each other.
- When a drafting force is applied, they move differently – this leads to clumping of fibers into clusters and finally to de-blending. Pneumatic transport can also cause de-blending.
Types of blending operations
Blending can be carried out at various process stages, by using various methods, equipment, machines, and intermediate products.
The following can be distinguished:
| BLENDING TYPE | PROCESS STAGE |
| Bale mixing | before the blow room |
| Flock/Tuft blending | within the blow room |
| Lap blending | (by using scutchers) |
| Web blending | at the ribbon-lap machine or the blending draw frame |
| Sliver blending | at the draw frame, the sliver-lap machine (or the comber) |
| Fiber blending | at the card or the OE spinning machine |
| Roving blending | at the ring spinning machine |
Bale mixing
This is carried out at the start of the process for both natural fibers and man-made fibers, since even man-made fibers exhibit variations in their characteristics. From 6 to 60 bales are laid out for simultaneous flock extraction. With careful use, this enables the yarn characteristics to be kept almost uniform over several years. Blending conditions are very favorable if controlled mixing is carried out, i.e. if the bales are selected and laid out within tolerance limits so that, for all the bales taken together, the same average values of fiber length, fineness, and/or strength are always obtained.
Advantages and Disadvantages of Bale mixing
Since it is followed by many other processing stages, bale mixing gives a good blend in the transverse direction (cross-section). With widely differing raw materials (e.g. blends of natural and man-made fibers), the blend is often unsatisfactory in the longitudinal direction owing to uncontrolled extraction of flocks from the bales and the danger of subsequent de-blending.
Flock/Tuft blending
This is already substantially finer than mixing of bales and is becoming steadily more important because of the use of automatic bale-opening machines (not always a sufficient number of bales in the mix). Flock blending takes place in an uncontrolled manner, inevitably and to a small degree, at each blowroom machine. It occurs in a controlled manner and to a greater degree at weighing-hopper feeders and blending machines.
Advantages & Disadvantages of Flock/Tuft mixing
It normally has the same advantages and disadvantages as bale mixing, but in these systems both the longitudinal and transverse blends are mostly satisfactory because of the possibility of metering. However, the longitudinal blend can be substantially improved if blending is carried out immediately before the card, since hardly any rolling movement, and consequently deblending, occurs thereafter.
As a general rule, it can be stated that the earlier the blending the more homogeneous it is. Other things remaining the same, the blow room blending would, therefore, give a more intimate and homogeneous blend. The Degree of Mixing in blow room blending has a higher value that obtainable.
The accuracy of blending ratio is also expected to be better with blow room blending especially the short term Further, this stage of blending would require only one opening line to process two or more constituent fibres. With blow room blending, it is difficult to retain the original blend ratio in subsequent stages. It is possible that due different waste levels of the constituent fibres, during opening and carding, the blend ratio in the yarn is different from that at the mixing stage. Further, the opening line and the card used for different fiber components are the same. Since the optimum parameters required for processing each component separately are generally quite different, a certain degree of compromise becomes unavoidable in processing the blended material
Types of Flock/Tuft Blending
There are essentially four methods of tuft blending. These are
- Stack blending
- Hopper blending
- Batch blending
- Continuous blending
- Lap blending
The first two methods are gravimetric procedures, and the last is volumetric; method c is a combination. Continuous blending is the more advanced technique and is widely used in short staple mills, whereas all four systems can be found in the processing of longer staples. This is particularly so in woolen mills, where much smaller batches of material are often processed, and capital investment has a longer replacement cycle. During blending, lubricants may be applied to the fiber mass as a processing aid for the downstream stages. Lubricants are usually applied only to wool fibers, since, with the removal of wool grease in scouring, the frictional characteristics of the fiber present difficulty in further processing. Cotton fibers have a wax film coating, and surface finishes are applied to man-made fibers during their production.
I. Stack Blending
This is the simplest method for blending small amounts of fiber mass. It is carried out manually. First, the total quantity of each blend component is weighed. Then, by removing large tufts (sometimes referred to as flocks) from the weighed material, each component is spread, one on top of the other, over a wide floor area, while a predetermined percentage of processing lubricant necessary for the carding is uniformly applied between each layer. Only a single stack is built, so vertical slices are removed from the stack and fed to a mixing bale opener to be opened into smaller tuft sizes.
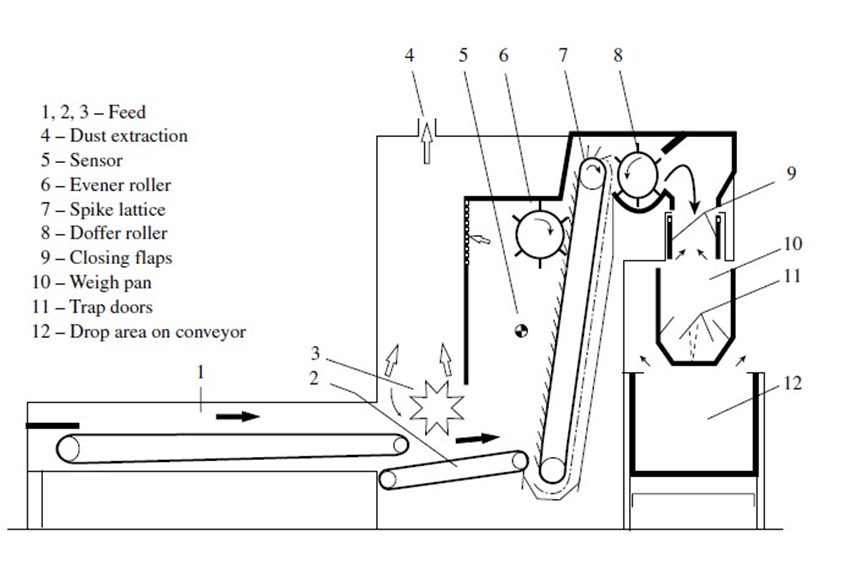
II. Hopper Blending or Automatic Weigh-Pan Blending
This method involves a weigh-pan fitted to the exit of a mixing bale opener, shown in figure 4. The tufts removed from the spiked lattice by the stripper roller accumulate in the weigh-pan until a preset weight is reached, triggering the “closing flaps” and the opening of the weigh pan. The accumulated tufts drop onto a transport belt. The emptied weigh-pan closes, and the “closing flaps” reopen; the cycle is then repeated. For blending to occur, several such mixing bale openers are arranged in parallel, to make drops on the transport belt, which moves intermittently so that a drop from one machine falls on top of the drop from the prior machine to form a small stack of sandwich formation at the end of the line. Sprays for applying lubricants can be fitted to operate synchronously with the transport belt. The small stacks are subsequently fed to a further opening machine.

III. Batch Blending
A traditional method employed in woolen mills, batch blending is basically a scaled-up version of stack blending. The process requires two opening units and two or more blending bins arranged as indicated in Figure 5 and linked together by air ducting. Located at the top of the bins and connected to the air ducting is a rotating chute or spreader.
The components of the blend are fed in correct proportions into the first opening unit (A). The tufts are transported through the ducting to the spreader of the first blending bin (B). As the spreader rotates, tufts are uniformly scattered over the floor of the bin, and they build up to form a large single stack. A significant degree of within-bale and between bale blending can be achieved, depending on the floor area of the bin and the mass of the component layers fed from the bales. When the first bin is full, vertical slices are removed from the stack and fed pneumatically to the rotary spreader of the second bin (C). The second stack formed has a much higher degree of within-bale and between-bale blending. Again, vertical slices are removed but this time are fed to the second opener (D), and lubrication is applied by an automatic unit to the material leaving this second opener. The blended material is then ready for the carding process.
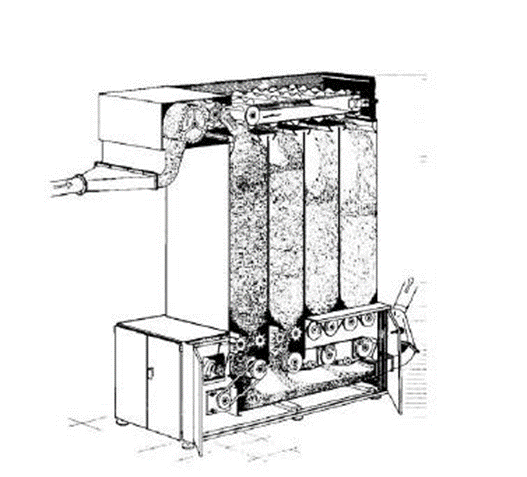
IV. Continuous Blending
Figure 6 illustrates a four-stack continuous tuft blender. Tufts are pneumatically fed into the top of each of four vertical parallel chutes. The chutes are filled successively, and the material is removed simultaneously from the bottom of all four stacks and dropped onto a belt conveyor, thereby producing a sandwich formation. The blend then may be pneumatically conveyed to a second such stack blender and /or onto a fine opener/cleaner prior to being fed for carding. There are various designs of continuous blending units — some with up to ten stacks. Others include a specially built belt conveyor, which enables a large sandwich formation and the removal of material in vertical slices from the formation to give additional blending.
Lap blending
This is hardly used now but was previously used occasionally, e.g. for blending cotton with man-made fibers. A doubling scutcher is required in this case; this has a conveyor lattice in the infeed on which four to six laps (L) could be laid (Fig. 7), and jointly rolled-off. The lap-sheets from these laps passed doubled through a beater position followed by a pair of cages and a lap winding device.
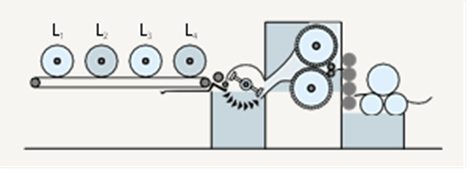
Advantages & Disadvantages of Lap blending
Lap blending produces very good transverse blends and also a good longitudinal blend, because subsequent rolling movements are also excluded here. In addition, it has the advantage of all scutcher installations: a high degree of flexibility in operation with a variety of feed materials. This flexibility, however, is achieved at the expense of uneconomic operation and complication, since an additional processing stage must be included.
Web blending
Web blending (Fig. 8) has been used for a long time at the ribbon-lap machine, admittedly not to bring together different components but rather to provide a very even lap as feed material for the comber. Another development was a draw frame which enabled controlled blending to be achieved by bringing together components in web form (after drafting on four drafting arrangements), instead of doubling in sliver form.
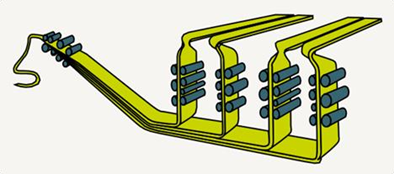
Advantages & Disadvantages of Web blending
This gives a good longitudinal blend and also a slightly better transverse blend than is obtained with sliver blending. but with higher costs and more effort, mainly in maintenance, adjustments etc.
Sliver blending
For the most part, blending of natural and man-made fibers is still carried out in sliver form on the draw frame. This provides the best blend in the longitudinal direction. Up to the draw frame, each raw material can be processed separately on the machines best suited to it. However, an additional blending passage must be inserted preceding the two usual draw frame passages in the cotton-spinning mill. For a 67/33 blend, four slivers of one component are fed in together with two slivers of the other component – assuming equal sliver hank (Fig. 9). The main disadvantage, aside from the necessity of a third draw frame passage, is poor transverse blending in the product. Since a machine which performs further blending does not follow the draw frame, the individual components remain as adjacent fiber strands in the yarn. This can produce stripiness in the finished product.
Advantages & Disadvantages of Sliver blending
With draw frame blending it is easier to obtain uniform blend ratio along the length of the product Unlike blow room blending, the blend ratio can not change in the subsequent stages because no process waste is made subsequently During opening in the blow room and carding, optimum settings can be used for each blend component for better quality of output with lesser damage to the component fibres.
Draw frame blending An additional drawing passage for blending is required in addition to the normal two drawing passages The demerit of this system is the poor transverse blending in the product Since the subsequent processes of roving and ring lateral blending action, the spinning do not perform strands of each fibre try to retain their identity and just lie side by side without mixing in a meaningful way In other words t is difficult to achieve random arrangement of fibres across the yarn cross section with sliver blending This is amply clear from the lower value of the Degree of Mixing with this system This deficiency would result in shade variation and stripiness in a dyed fabric The draw frame blending requires separate blow room line for each component This also requires additional drawing capacity.
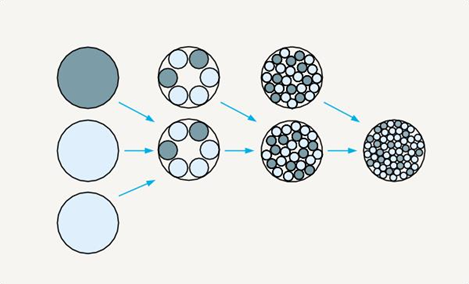
Fiber blending
Without any doubt, the most intimate blend is obtained if individual fibers are brought together. This can be achieved only on the cotton card (to a small degree), on the woolen card (sometimes fairly intensively), and in rotor spinning (over short lengths only). Controlled, metered blending cannot be carried out on these machines, but can only make a previously produced blend more intimate.
Roving blending
This is not common in short-staple spinning mills. Some use is still made of the process in wool spinning for producing fancy yarns. Two rovings of different colors are fed into the drafting arrangement of the ring spinning machine.
Since the single fibers do not blend in the drafting arrangement, but the fiber strand is twisted directly after passing the drafting arrangement, either one or the other color predominates over short lengths of thread. The yarn is called jaspé yarn. Another application is the production of SIRO- yarns (two-ply replacement).

Conclusion
Blending is an art as much as it is a science, requiring precision and careful consideration at every stage of the textile manufacturing process. From bale mixing to fiber blending, each method offers unique advantages, such as improved homogeneity, cost efficiency, and enhanced fabric properties. However, these methods also come with their own set of challenges, including the risk of de-blending, uneven distribution, and increased operational complexity. As the industry continues to evolve, advancements in blending technologies, such as continuous blending and automated systems, are helping to overcome these challenges, ensuring more consistent and high-quality blends. Whether you’re a textile manufacturer or an enthusiast, understanding the intricacies of blending methods can provide valuable insights into the creation of the fabrics we use every day. By carefully selecting the right blending technique, manufacturers can achieve the perfect balance of quality, cost, and performance, ultimately leading to superior end products.
About the Author: Dr. Prasanta Das is a seasoned academic and researcher with a strong background in textile technology. He holds a PhD from NIT Jalandhar and has completed his graduation in Jute & Fibre Technology, followed by a Master’s in Technical Textiles from the Department of Jute and Fibre Technology, University of Calcutta, West Bengal. Specializing in the fields of Medical Textiles, Jute & Fibre technology, Dr. Das brings a wealth of knowledge and expertise to the textile industry. Currently, he serves as an Assistant Professor at Panipat Institute of Engineering & Technology in Panipat, Haryana, where he is dedicated to educating the next generation of textile engineers and innovators. With a passion for blending traditional techniques with modern advancements, Dr. Das continues to contribute to the evolving landscape of textile education and research.
Nice
Thank You
Идеальное сочетание эстетики и функциональности.
Мебель премиум http://byfurniture.by/ .
Ihfuwhdjiwdjwijdiwfhewguhejiw fwdiwjiwjfiwhf fjwsjfwefeigiefjie fwifjeifiegjiejijfehf https://uuueiweudwhfuejiiwhdgwuiwjwfjhewugfwyefhqwifgyewgfyuehgfuwfuhew.com
Почему стоит инвестировать в дизайнерскую мебель премиум-класса.
Мебель премиум-класса http://www.byfurniture.by/ .
Si te gusta los casinos online en Espana, has llegado al lugar indicado. En este sitio encontraras informacion detallada sobre los plataformas mas seguras disponibles en Espana.
Ventajas de jugar en casinos de Espana
Licencias oficiales para jugar con total confianza.
Ofertas para nuevos jugadores que aumentan tus posibilidades de ganar.
Ruleta, blackjack, tragaperras y mas con premios atractivos.
Pagos rapidos y seguros con multiples metodos de pago, incluyendo tarjetas, PayPal y criptomonedas.
Ranking de los mejores operadores en Espana
En nuestra guia hemos recopilado las opiniones de expertos sobre los casinos con mejor reputacion en Espana. Consulta la informacion aqui:
casinotorero.info
Empieza a jugar en un casino de prestigio y aprovecha todas las ventajas.
Не верьте последним новостям? Попробуйте Fun Sun в Турции, позвольте себе.
Туроператор Sun Fun туры в Турции из Москвы http://www.bluebirdtravel.ru/ .
Trusted by Over 40,933 Men Across the U.S.
Affordable ED Treatment No Catch
We offer 100 mg Generic Viagra® and 20 mg Generic Cialis® for just $0.45 per dose—a price that’s up to 97% less than the big brands.
How do we do it? By building our direct-to-patient platform from scratch and sourcing medication directly from the manufacturer, we cut out the middlemen and pass the savings on to you. No hidden fees, no markups—just proven ED treatments at an unbeatable price.
https://cutt.ly/teX52Bd3
https://cutt.ly/geMsuEqP
https://telegra.ph/Ordering-Viagra-from-an-online-pharmacy-12-25
Как подчеркнуть свой вкус с помощью мебели премиум-класса.
Дизайнерская мебель премиум-класса byfurniture.by .
На сайте https://gk-psk72.ru/ закажите звонок для того, чтобы приобрести ЖБИ от производителя. Прямо сейчас воспользуйтесь возможностью изучить всю продукцию, которая обязательно вам пригодится. А для того, чтобы узнать об особенностях работы предприятия, необходимо изучить портфолио. Компания оказывает услуги в строительной деятельности более 10 лет. Всего в каталоге более чем тысяча наименований. Есть возможность воспользоваться комплексным предложением товаров, услуг. Преимуществом обращения в компанию является и небольшая стоимость.
1 win http://1win15.com.ng/ .
1win 1win .
1win. http://www.1win6009.ru .
1vin казино http://www.1win6043.ru .
1 вин вход https://www.1win6009.ru .
ван вин http://1win6009.ru .
зайти в 1вин https://1win6047.ru .
баланс ван вин http://www.1win6047.ru .
1wi http://www.1win6047.ru .
1 win официальный сайт https://1win6047.ru .
Мы изготавливаем дипломы любых профессий по приятным тарифам. Дипломы производят на оригинальных бланках Купить диплом любого университета diplom-ryssia.com
Приобрести диплом о высшем образовании!
Мы изготавливаем дипломы психологов, юристов, экономистов и любых других профессий по невысоким ценам. Вы заказываете диплом через надежную и проверенную фирму. : ericos.ru/forum/index.php?PAGE_NAME=profile_view&UID=11598
anime manga fanfiction free manga app reader
Вот и я! Степа пощупал на стуле рядом с кроватью брюки, шепнул: – Извините… – надел их и хрипло спросил: – Скажите, пожалуйста, вашу фамилию? Говорить ему было трудно. купить накрутка поведенческих факторов программа Припомнилось даже, как нанимали этот таксомотор у «Метрополя», был еще при этом какой-то актер не актер… с патефоном в чемоданчике.
hi
Account Selling Service Buy Pre-made Account
Купить диплом о высшем образовании!
Мы изготавливаем дипломы любой профессии по приятным ценам. Вы заказываете документ через надежную и проверенную временем фирму. : wheeoo.com/read-blog/97602_gde-kupit-diplom-obrazovanie.html
buy account account buying platform
account marketplace account exchange
account trading platform https://accounts-offer.org
verified accounts for sale https://accounts-marketplace.xyz
ready-made accounts for sale https://accounts-marketplace.live/
account purchase https://accounts-marketplace.online
database of accounts for sale https://accounts-marketplace-best.pro
Мы предлагаем дипломы любых профессий по доступным ценам. Дипломы производят на подлинных бланках Быстро и просто заказать диплом ВУЗа kupitediplom0027.ru
Hey, everyone! Allow me to introduce myself as Admin Read:
С Mega вы сможете найти всё необходимое в одном месте. С миллионами товаров под рукой, mega сайт ссылка делает покупки быстрыми и удобными. Находите выгодные предложения, читайте честные отзывы покупателей и наслаждайтесь удобством доставки на дом. Стоит подчеркнуть, мега сайт тор сделает вашу жизнь проще, предоставив множество способов экономить и удовлетворять все ваши потребности.
Hi all! My name is Admin Read:
Когда речь идет о онлайн-шопинге, Мега выделяется как идеальная площадка для удобных и выгодных покупок. С миллионами товаров ссылка на даркнет предлагает всё необходимое для ваших нужд, от новейших гаджетов и техники до товаров для дома и кухни, по разумным и доступным ценам. Наслаждайтесь плавной навигацией по сайту, подробными и информативными описаниями товаров и отзывами от проверенных пользователей, чтобы выбрать идеальный товар. Подписка на мега официальный сайт Prime делает ваши покупки еще более удобными с такими преимуществами, как бесплатная и быстрая доставка и эксклюзивный доступ к стриминговым сервисам. Не соглашайтесь на что-то посредственное — совершайте покупки с mega sb onion для непревзойденного удовольствия.
buy fb ads account facebook ad account buy
buy facebook account for ads https://buy-ad-accounts.click
facebook ad account for sale https://buy-ad-account.top/
купить пластиковые окна недорого купить пластиковые окна недорого .
окна пвх в москве окна пвх в москве .
buy facebook advertising accounts buy aged fb account
скачать уннв музыка http://www.25kat.ru/music/уннв .
Основы программирования контроллеров Siemens, основные принципы.
Лучшие практики программирования контроллеров Siemens, техники.
Преимущества TIA Portal в программировании контроллеров Siemens, для быстрого освоения.
Типичные ошибки в программировании, распространенные проблемы.
Этапы проектирования с контроллерами Siemens, советы.
Модели контроллеров Siemens и их особенности, выбор.
Использование языков программирования в Siemens, для повышения эффективности.
Автоматизация процессов с контроллерами Siemens, для бизнеса.
Будущее контроллеров Siemens, что ожидает.
Как разработать интерфейс для контроллера Siemens, основные шаги.
Настройка контроллера сименс http://programmirovanie-kontroller.ru/#Настройка-контроллера-сименс – http://programmirovanie-kontroller.ru/ .
окна пвх rehau https://www.02stroika.ru .
купить пластиковые окна с завода http://www.1okno-krasnodar.ru .
facebook ads account buy cheap facebook accounts
buy fb account https://ad-account-for-sale.top
cheap facebook account buy account facebook ads
buy verified facebook business manager verified-business-manager-for-sale.org
buy tiktok business account https://tiktok-ads-account-buy.org
buy tiktok ad account tiktok agency account for sale
tiktok agency account for sale https://tiktok-agency-account-for-sale.org
buy tiktok business account https://tiktok-ads-agency-account.org
Получение разрешения на работу, для трудящихся за границей, обязательно нужно знать.
Разрешение на работу за границей: основные моменты, для начинающих.
Требования для получения разрешения на работу, изучаем.
Подробности о продлении разрешения на работу, по юридическим вопросам.
Как студенту получить разрешение на работу, необходимые документы.
Ошибки при получении разрешения на работу, рекомендации.
Разрешение на работу в разных странах, изучите.
Документы для получения разрешения на работу, все необходимые документы.
Причины отказа в получении разрешения, важные советы.
Права работника с разрешением на работу, основные моменты.
Как долго ждать разрешение на работу, все о сроках.
Как фрилансеру получить разрешение на работу, основные моменты.
Проверка готовности разрешения на работу, все способы.
Как получить разрешение на работу родителям-одиночкам, пошаговый план.
Интервью при получении разрешения на работу, как пройти успешно.
Разрешение на работу и налоги, важные аспекты.
Работа с инвалидностью: разрешение на работу, основные моменты.
Оплата услуг по получению разрешения на работу, важная информация.
Как переехать за границу с разрешением на работу, подготовка.
Особенности получения разрешения на работу в кризис, что учитывать.
сколько стоит разрешения на работу oformleniernr.ru#сколько-стоит-разрешения-на-работу – oformleniernr.ru .
cheap clomiphene prices cost generic clomid without a prescription can you get clomiphene prices cost cheap clomiphene without rx buying generic clomid where buy generic clomid price clomid for low testosterone
More articles like this would frame the blogosphere richer.
More posts like this would bring about the blogosphere more useful.
zithromax 500mg oral – ofloxacin cost buy flagyl 200mg
buy rybelsus 14 mg generic – semaglutide brand periactin 4mg cheap
buy domperidone generic – order tetracycline 500mg pills cyclobenzaprine 15mg generic
propranolol drug – buy plavix 150mg online buy methotrexate 5mg pill
amoxil ca – purchase amoxicillin for sale combivent 100 mcg price
buy zithromax 500mg generic – cheap azithromycin bystolic 5mg over the counter
order esomeprazole generic – anexamate.com nexium 40mg ca
coumadin 2mg sale – https://coumamide.com/ purchase hyzaar online
order mobic 7.5mg without prescription – https://moboxsin.com/ buy meloxicam 15mg without prescription
deltasone 10mg cost – https://apreplson.com/ prednisone us
amoxicillin usa – https://combamoxi.com/ buy generic amoxicillin over the counter
nextgenmarketinghub.shop – Found practical insights today; sharing this article with colleagues later.
brandsuccessstudio.shop – Bookmarked this immediately, planning to revisit for updates and inspiration.
authoritybuildingcenter.shop – Found practical insights today; sharing this article with colleagues later.
Thanks
professionalseostudio.shop – Appreciate the typography choices; comfortable spacing improved my reading experience.
probacklinknetwork.shop – Content reads clearly, helpful examples made concepts easy to grasp.
Thanks
seobacklinksolutions.shop – Mobile version looks perfect; no glitches, fast scrolling, crisp text.
digitalsuccesspoint.shop – Overall, professional vibe here; trustworthy, polished, and pleasantly minimal throughout.
leadgenerationworks.shop – Found practical insights today; sharing this article with colleagues later.
premiumseoservice.shop – Overall, professional vibe here; trustworthy, polished, and pleasantly minimal throughout.
digitalperformancecenter.shop – Pages loaded fast, images appeared sharp, and formatting stayed consistent.