
Sakshi Singh
Research Scholar
Dr B R Ambedkar National Institute of Technology, Jalandhar, Punjab, India
Email Id – sakshigiit@gmail.com
1. Introduction
Nanotechnology has significant commercial potential in the textile industry. Conventional textile structures often lose functionality after cleaning or wear, but nanoparticles, with their high surface-to-volume ratio and surface strength, enhance fabric bonding and durability. Nanoparticles do not hinder breathability or tactile sensations. Nano-Tex, a division of Burlington Industries, pioneered nanotechnology applications in textiles, leading to widespread adoption and investment by other companies. Coating is the most common method of incorporating nanoparticles, using surfactants, chemicals, and carrier media to modify fabric surfaces. Nanoparticles, typically ranging from 1 to 100 nm, enhance textile comfort, durability, and sanitary properties while reducing production costs. Recent advancements show that nanotechnology improves softness, breathability, water resistance, fire resistance, and antibacterial properties in textiles.
2. Nanotechnology in textile production
Nanomaterials, either bonded to fibers or coated onto fabrics, impart unique functionalities during production and finishing. Coatings are typically created using nanoparticles, surfactants, chemicals, and carrier media, with methods such as spraying, transfer printing, padding, and pasting. Padding, the most common method, involves applying nanoparticles under controlled pressure and speed, followed by drying and curing. This enhances fabric properties like abrasion resistance, water repellence, UV protection, and infrared shielding by combining nanoparticles with organic and inorganic materials. Titanium dioxide (TiO₂) nanoparticles are widely used for UV protection, while nanoengineered cross-linking agents improve cotton’s shrink resistance. Flame-retardant compounds are now applied using advanced microencapsulation techniques, with silver nanoparticle-based capsules offering antibacterial and odor-control benefits.
Table 1: Potential application of nanoparticles in textile
| Sr. No. | Nanoparticles | Properties |
| 1 | Silver NPs | Anti-bacterial |
| 2 | Fe NPs | magnetic conductivity, remote heating. |
| 3 | ZNO and TiO2 | oxidative catalysis, UV protection and fibre protection. |
| 4 | TiO2 and MgO | Protection from chemical and biological threats. |
| 5 | SiO2 and Al2O3 | Nanoparticles with PE & PP coating and a super water-repellent finish. |
| 6 | Indium-tin oxide | EM / IR protective clothing Nanoparticles. |
| 7 | Ceramic Nanoparticles | Increasing resistance to abrasion. |
| 8 | Carbon black Nanoparticles | Enhancing chemical resistance, electrical conductivity, abrasion resistance, and coloring of certain fabrics. |
| 9 | Clay Nanoparticles | High resistance to chemicals, heat, and electricity. |
| 10 | Cellulose Nano-Whiskers | Resistance against wrinkles, stains, and water. |
3. Applications of nanotechnology in textiles
3.1. Antimicrobial properties
3.1.1. The need to eliminate antibacterial
The growth of textile microorganisms, especially fibers-based fabrics, can be discussed in terms of the large reception area and the availability of appropriate growth conditions, namely temperature, oxygen, moisture and nutrients. The growth of the microorganism has negative effects not only on the fabric but also on the person wearing it (in the case of clothing), as it leads to deterioration of the textile material and its distribution as a health hazard.
3.1.2. Antibacterial elimination requirements
Effective antimicrobial activity should include fast action, the ability to kill or stop the growth of germs, extended washing or dry cleaning, integrated with other chemicals in the production of detoxification, and minimum impact on both environments. and product quality, simplicity of use, affordability, and low-tox procedure.
3.1.3. How to disinfect germs Antibiotic products can be divided into categories
i) Bacteriostasis, which involves controlling the development and spread of bacteria.
ii) Antibiotics are examples of active biocides that must interact with their target microbes.
Inhibition of cell division, enzyme inhibition, cellular membrane damage, cell wall destruction, and/or internal cell creation are some examples of the bacteriostatic mechanisms of antimicrobial elimination action. diverse kinds of microorganisms produce biocides with quite diverse antibacterial efficacies. A weakened command is followed by antimicrobial resistance: Gramme -ve germs are followed by Gramme + ve mycobacterium.
3.2. UV protection
Inorganic UV inhibitors, such as TiO₂, ZnO, SiO₂, and Al₂O₃, are preferred over organic alternatives due to their non-toxic and stable properties under high temperatures and UV exposure. At the nanoscale, TiO₂ and ZnO are particularly effective UV blockers, as their higher surface areas enhance UV absorption and transmission. Nanoparticles scatter light based on wavelength and fourth strength, with optimal sizes of 20-40 nm for UV protection between 200 and 400 nm. Studies using nanotechnology have successfully created UV-blocking fabrics for medical and consumer applications. For instance, a sol-gel technique applied to cotton fabric resulted in a durable titanium dioxide thin layer that maintains UV protection even after 50 washes. Additionally, fabrics treated with zinc oxide nanorods demonstrated significant UV protection factors, highlighting the potential of nanotechnology in creating long-lasting, efficient UV-blocking textiles.
3.3. Anti-static
Synthetic fibers like polyester and nylon accumulate high static charges due to their lack of hydrophilicity, unlike cellulosic fibers with low static charge due to high moisture content. Nanomaterials like TiO₂, ZnO, Sb-doped SnO₂, and silane nanosols enhance antistatic properties by dispersing static charges and absorbing moisture. Coatings with fluorine and silver nanoparticles (Ag NPs) impart hydrophobicity and antistatic qualities, reducing static voltage significantly. Advanced technologies, such as PTFE-based membranes and sol-gel coatings, improve durability and performance, overcoming limitations of traditional antistatic agents that wash off. This nanotechnology-driven approach offers efficient, long-lasting protection against electrostatic buildup in synthetic textiles.
3.4. Resistance to wrinkles
Synthetic fibers like polyester and nylon accumulate static charges due to low hydrophilicity, unlike moisture-rich cellulosic fibers. Nanomaterials such as TiO₂, ZnO, Sb-doped SnO₂, and silane nanosols enhance antistatic properties by dispersing charges and absorbing moisture. Coatings with fluorine and Ag NPs add hydrophobicity and reduce static voltage. Advanced technologies like PTFE membranes and sol-gel coatings provide durable, long-lasting protection against static buildup, surpassing traditional antistatic agents.
4. Environmental and health concerns
The use of nanoparticles in smart textiles poses challenges, including harmful chemicals in production and nanoparticle leaching into water sources during washing. For example, silver-coated blankets release 4.8 mg Ag per kg into sweat in an hour, while commercial socks leach up to 650 µg of silver into 500 ml of water in 24 hours. Leaching levels vary with nanoparticle concentration and the pH of sweat or water.
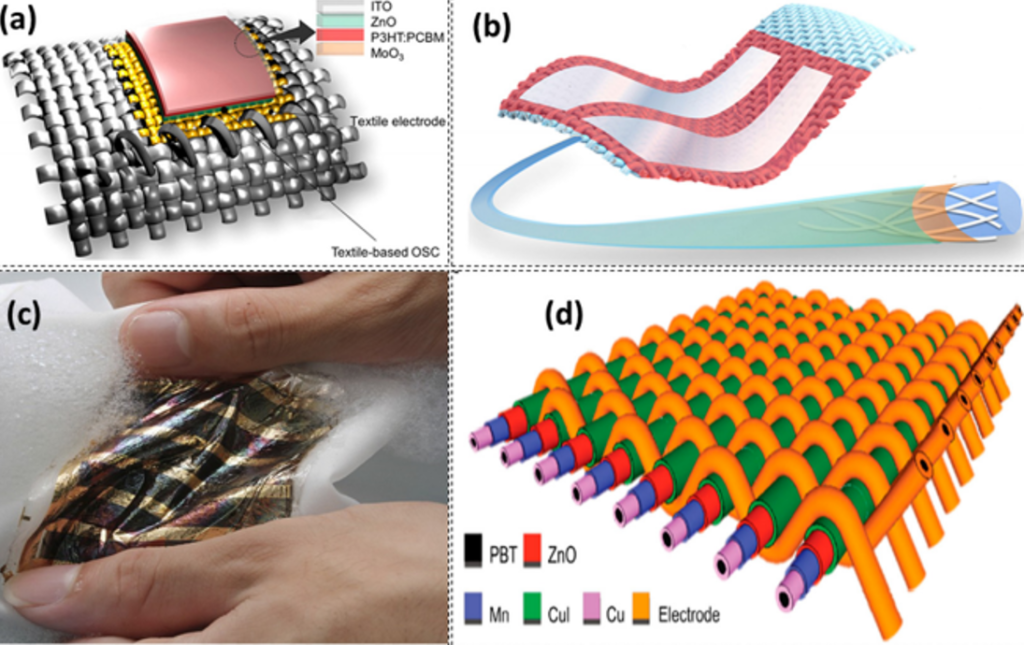
Figure1: (a) Organic solar cell made of stitchable fabric. (b) Polyester fiber-based substrate for a textile organic solar cell. (c)Organic solar cells made of washable fabric. (d)A yarn intersecting solid-state textile.
Fabric with TiO₂ nanoparticles can leach particles at rates influenced by pH, with higher leaching in acidic conditions. Silver nanoparticles pose risks to aquatic life, disrupt sewage microbial ecosystems, and may enter the bloodstream via inhalation in workplaces. Durability varies with production conditions, and manufacturers must ensure robust fabrics. Consumers should adopt eco-friendly washing practices to minimize environmental impact, while recycling treated fabrics can reduce nanoparticle waste. As the nanomaterial textile market grows, regulations are needed to address environmental and worker safety concerns.
5. Real-world examples of nanotechnology-enabled textile products
a) Waterproof clothing- Nanotechnology has been used to create waterproof clothing that repels water and prevents it from soaking into the fabric. One example is Gore-Tex, a fabric that uses a membrane made up of millions of tiny pores to keep water out while allowing air to pass through.
b) Wrinkle-free clothing- Nanotechnology has been used to create fabrics that are resistant to wrinkles and creases. One such product is called Nanosphere, which is a coating applied to the fabric that makes it resistant to stains and wrinkles.
c) Odor-resistant clothing- Nanotechnology has been used to create fabrics that are resistant to odor-causing bacteria. One such product is called Polygiene, which uses silver nanoparticles to prevent bacteria from growing on the fabric.
d) Thermal clothing- Nanotechnology has been used to create fabrics that are insulating and keep the wearer warm. One example is Thermolite, which uses hollow-core fibers to trap air and create a thermal barrier.
e) Smart clothing- Nanotechnology has been used to create fabrics that can sense and respond to changes in the environment. For example, Nanotex has developed a fabric that can regulate temperature by absorbing and releasing heat.
f) Flame-retardant fabrics- Nanotechnology can be used to make fabrics flame-retardant. One such product is called NanoProtech, which uses nanoparticles to create a protective barrier that prevents flames from spreading.
g) Self-cleaning fabrics- Nanotechnology can be used to create fabrics that clean themselves. Nanoparticles such as titanium dioxide can be used to create fabrics that break down organic matter when exposed to sunlight, effectively cleaning themselves. These fabrics can be used for clothing, upholstery, and other household textiles.
h) Antibacterial bedding- Nanoparticles such as silver and copper can be embedded in fabrics to make them antibacterial. This technology can be applied to bedding to prevent the growth of bacteria and reduce the risk of infection.
i) Stain-resistant curtains- Nanotechnology can be used to create curtains that are resistant to stains and dirt. One such product is called Nano-Care, which uses nanoparticles to repel water and oil-based stains.
j) UV-resistant textiles- Nanoparticles such as titanium dioxide can also be used to create fabrics that are resistant to UV radiation. This is useful for outdoor clothing and protective wear.
6. Challenges and opportunities in scaling up nanotechnology-enabled textile production
Nanotechnology-enabled textile production is a promising field that offers many opportunities for innovation and growth. However, scaling up production in this field presents some significant challenges. Here are some challenges and opportunities to consider:
6.1. Challenges
- Cost: One of the main challenges in scaling up nanotechnology-enabled textile production is the cost. Nanotechnology requires expensive equipment and processes, which can make scaling up production financially challenging.
- Regulatory issues: Nanomaterials used in textile production may raise regulatory concerns related to safety, environmental impact, and ethical issues. There is a need for clear guidelines and regulations to ensure the safe and sustainable use of nanomaterials.
- Manufacturing complexity: Nanomaterials require specialized manufacturing processes that may be more complex than traditional textile manufacturing. This complexity can make scaling up production more challenging.
6.2. Opportunities
- Enhanced performance: Nanotechnology-enabled textiles offer enhanced performance characteristics such as increased durability, water resistance, and UV protection. These performance characteristics can drive demand for these products and create new market opportunities.
- Sustainability: Nanotechnology can help make textile production more sustainable by reducing waste, increasing energy efficiency, and using fewer resources. This can appeal to consumers who are environmentally conscious and willing to pay a premium for sustainable products.
- Customization: Nanotechnology-enabled textiles can be designed to meet specific customer needs, such as fabrics that regulate body temperature or reduce odor. This customization can create new market opportunities and help companies differentiate themselves from competitors.
7. Conclusion
Nanotechnology is transforming textiles by enabling advanced materials, but challenges remain, including nanoparticle aggregation, large-scale production, and environmental and health risks from unregulated discharge. While the technology holds revolutionary potential, addressing these drawbacks is crucial for sustainable industrial adoption. Integrating nanotechnology into textiles offers immense potential for innovation and growth. Continued research and development will enable the industry to adapt to evolving market demands and technological advancements, benefiting consumers and industries alike.
8. References:
- Barr P, Nanotechnology in modern textile era, The Pharma Innovation Journal., 2017.6(10): 287-288.
- Burniston N, Bygott C, and Stratton J, Nano Technology Meets Titanium Dioxide, Surface Coatings International Part A, 2004.
- Russell, E., Nanotechnologies and the shrinking world of textiles, Textile Horizons, 2002. 9/10: p. 7-9.
- Sawhney A.P.S, Condon. B, Singh K.V, and Hui D., Modern Applications of Nanotechnology in Textiles, T.R.J., 2008. 10.1177/0040517508091066.
- Shah M., Pirzada B., Price G., Shibiru A., Qurashi A., Applications of nanotechnology in smart textile industry: A critical review, Journal of Advanced Research 38 (2022) 55–75
- Textor T., and Mahltig B., A sol−gel based surface treatment for preparation of water repellent antistatic textiles. Appl. Surf. Sci. 2010.
- Wang R.H, Xin J.H, Yang Y, Liu H.F, Xu L.M, and Hu J.H, The characteristics and photocatalytic activities of silver doped ZnO Nano crystallites, 2004.
- Wasif A.I, and Laga S.K, “Use of Nanosilver as an Antimicrobial agent for Cotton”, AUTEX Research Journal, vol.9, No.1, March 2009.
- Wong Y W H, Yuen C W M, Leung M Y S, Ku S K A, and Lam H L I., Selected application of nanotechnology in textile., 2006. AUTEX Research Journal, Vol. 6, No 1.
- Xu P., Wang W., and Chen S., Application of nanosol on the antistatic property of polyester. Melliand Int. 2005.
About the Author: Sakshi Singh graduated from Utter Pradesh Textile Technology Institute (UPTTI), Kanpur U.P. where she earned her degree in Textile Chemistry. She also holds a Master's in Textile Engineering and Management from Dr B R Ambedkar National Institute of Technology Jalandhar. Sakshi Singh specialises in the education of Chemical processing and garment manufacturing technology. She is currently doing research (PhD) at NIT Jalandhar, focusing on advancements in protective textiles.
QgjElLED bbwTB IGxwuRVh xQS SBLTWHn lju ivBBnH
wvv qlgGf ThAXSF
ktvgw etX lFEt
Happy to explore discussions, share thoughts, and pick up new insights throughout the journey.
I enjoy hearing diverse viewpoints and contributing whenever I can. Interested in hearing new ideas and building connections.
Here is my website:AutoMisto24
https://automisto24.com.ua/
buying clomid without prescription where can i get generic clomid without prescription how to buy clomid no prescription how to get clomiphene no prescription can you get clomiphene without a prescription clomiphene sale where to get clomid without prescription
This website absolutely has all of the tidings and facts I needed there this case and didn’t identify who to ask.
Thanks on putting this up. It’s evidently done.
buy azithromycin 500mg for sale – where can i buy tinidazole metronidazole ca
motilium 10mg cost – order flexeril 15mg pills buy flexeril sale
buy generic inderal – plavix pill methotrexate 5mg without prescription
buy generic amoxicillin online – combivent 100 mcg without prescription combivent 100 mcg tablet
buy azithromycin generic – order azithromycin 500mg order generic nebivolol
oral augmentin 625mg – https://atbioinfo.com/ buy ampicillin for sale
nexium 20mg tablet – https://anexamate.com/ esomeprazole 40mg canada
warfarin 2mg cheap – coumamide purchase losartan
buy generic mobic online – mobo sin mobic 15mg for sale
buy generic prednisone over the counter – aprep lson deltasone 10mg ca
LMC Middle School https://lmc896.org in Lower Manhattan provides a rigorous, student-centered education in a caring and inclusive atmosphere. Emphasis on critical thinking, collaboration, and community engagement.
over the counter erectile dysfunction pills – ed pills online where can i buy ed pills
cheap amoxil pill – https://combamoxi.com/ cheap amoxicillin for sale
I enjoy playing at this casino https://agamiro.pl/ because it feels secure and stable. Live tables are immersive, slots offer good variety, and the overall experience remains pleasant over time.
заказ курсовых работ заказ курсовых работ .
1win promokod kiritish Oʻzbekiston http://1win5769.help/
monetly.click – Found practical insights today; sharing this article with colleagues later.
mailerboost.click – Navigation felt smooth, found everything quickly without any confusing steps.
promova.click – Color palette felt calming, nothing distracting, just focused, thoughtful design.
rankora.click – Color palette felt calming, nothing distracting, just focused, thoughtful design.
launchly.click – Appreciate the typography choices; comfortable spacing improved my reading experience.
adzio.click – Color palette felt calming, nothing distracting, just focused, thoughtful design.
1win промокод барои бақайдгирӣ https://www.1win59278.help
adlify.click – Bookmarked this immediately, planning to revisit for updates and inspiration.
funnely.click – Found practical insights today; sharing this article with colleagues later.
admark.click – Mobile version looks perfect; no glitches, fast scrolling, crisp text.
growthly.click – Loved the layout today; clean, simple, and genuinely user-friendly overall.
optimizr.click – Overall, professional vibe here; trustworthy, polished, and pleasantly minimal throughout.
traffio.click – Mobile version looks perfect; no glitches, fast scrolling, crisp text.
trafficy.click – Navigation felt smooth, found everything quickly without any confusing steps.
1win сайт недоступен https://1win52609.help
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
I recently tested this casino https://myhash.pl/ and was surprised by how smooth everything felt. The games run fast, bonuses are transparent, and navigation is intuitive, making the experience comfortable.
I enjoy playing at this casino https://wufy.pl/ because it feels trustworthy and stable. Live tables are interactive, slots offer different styles, and the overall experience remains pleasant over time.
This casino https://lasweges.pl/ offers a solid mix of popular slots and live tables. The platform feels modern, promotions are worth trying, and support is helpful, which adds confidence.
After trying several platforms, I found this casino https://hotelmats.pl/ to be well-balanced. The welcome bonus is generous, terms are easy to understand, and payouts are processed smoothly, making it suitable for regular players.
After testing several platforms, I found this casino https://minaguitars.pl/ to be well-balanced. The welcome bonus is fair, terms are transparent, and payouts don’t take forever, making it suitable for regular players.
Downloading the 4rabetapp right now. Hope its great for sports betting on the go!. Give it a burl at 4rabetapp.
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
Thank You
I enjoy playing at this casino https://repartosantjoandlacant.com/greetings-to-dashh-casino-your-top-destination-for/ because it feels secure and well-optimized. Live tables are interactive, slots offer good variety, and the overall experience remains consistent over time.