Introduction:
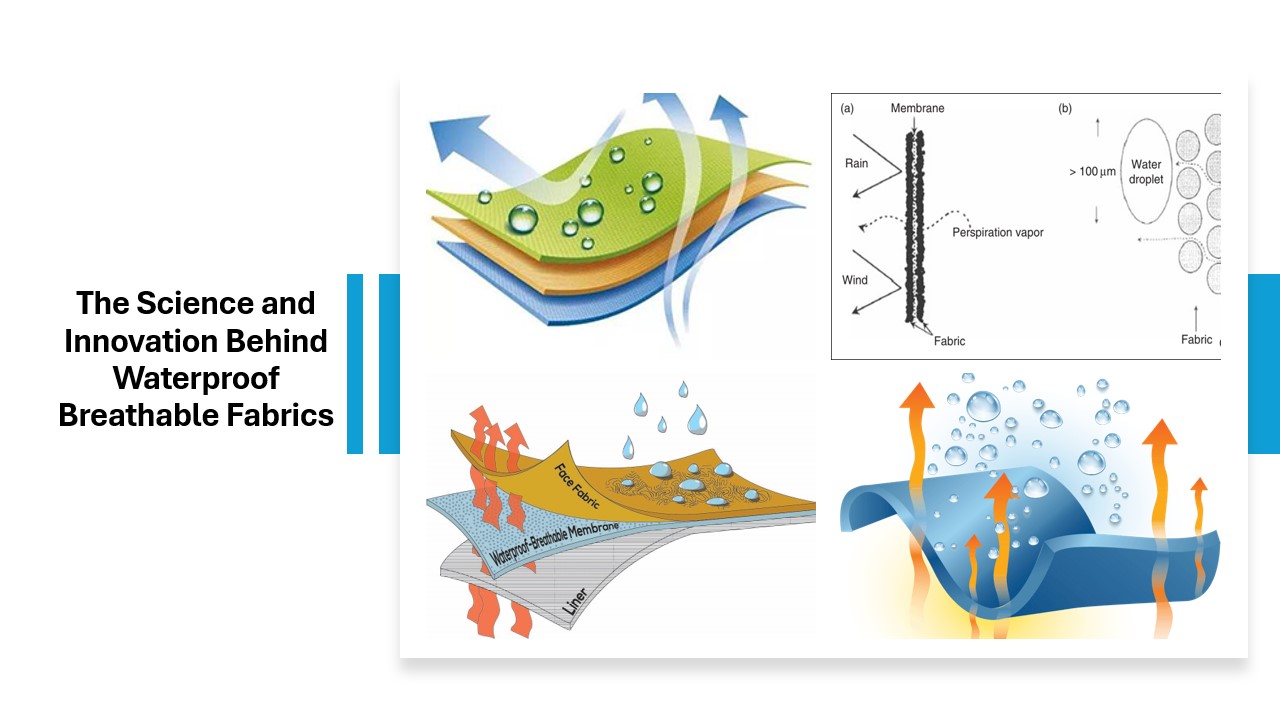
Waterproof breathable fabrics represent a remarkable innovation in textile technology, offering protection from external elements like wind and rain while maintaining wearer comfort. These fabrics are designed to fulfill the seemingly contradictory requirements of preventing liquid water penetration while allowing water vapor, such as perspiration, to escape. This unique combination ensures the wearer stays dry and comfortable, even during intense physical activities or adverse weather conditions.
Unlike traditional waterproof materials that relied on coatings like wax or polyvinyl chloride (PVC), modern waterproof breathable fabrics employ advanced membranes and finishes to balance waterproofing and breathability effectively. These fabrics find applications across a wide range of industries, including sportswear, hygiene, agriculture, protective textiles, and construction. In sportswear, for example, they provide thermal regulation, freedom of movement, and protection from environmental challenges, meeting the demands of active users.
By allowing water vapor to diffuse outward while blocking liquid water, these fabrics help regulate body temperature and maintain a comfortable microclimate next to the skin. This capability is especially important during physical activities, where the inability to dissipate perspiration can lead to discomfort and overheating. An ideal waterproof breathable fabric combines durable water resistance with high breathability, ensuring optimal performance and comfort for the wearer.

Classification of Waterproof Breathable Fabrics: Conventional and Advanced Categories
Based on conventional production methods, these fabrics can be broadly classified into three primary categories:
- Closely Woven Fabrics
- Microporous Membranes and Coatings
- Hydrophilic Membranes and Coatings
Recent advancements and modifications have introduced additional innovative categories:
- Combination of Microporous and Hydrophilic Membranes and Coatings
- Retroreflective Microbeads
- Ceramic-Enhanced Coatings
- Super Shed™ DWR Application
- NanoPro™: Reduced Pore Size
- Smart Breathable Fabrics
- Fabrics Based on Biomimetics
Each of these categories has unique characteristics, production methods, and applications, making them invaluable in modern textiles. Below, we delve into the details of all categories.
1. Closely Woven Fabrics for Water Resistance and Breathability
Closely woven fabrics are engineered to balance water resistance, windproofing, and breathability through their high-density construction and strategic material choices. The mechanism of water vapor transmission in these fabrics involves diffusion through inter-yarn and intra-yarn spaces, as well as individual fibers, with the latter being more efficient. To achieve optimal performance, closely woven fabrics are designed with minimal intra- and inter-yarn spaces, maximizing protection against wind and rain. Additionally, the outer surface is made hydrophobic and non-absorptive to reduce water wetting.
One pioneering example of closely woven fabrics is Ventile, developed by the Shirley Institute in the UK. Ventile fabrics are made from fine, long-staple Egyptian cotton fibers woven into a dense oxford construction. This structure employs low-twist, mercerized combed yarns arranged in pairs within a plain weave. Ventile’s macropores, measuring around 10 µm when dry, significantly shrink to 3-4 µm upon exposure to water due to the swelling of cotton fibers. This reduction in pore size restricts water penetration while maintaining breathability. Weighing between 170 to 295 gm/m², Ventile fabrics can provide up to 20 minutes of water penetration resistance when submerged, making them effective for moderate water exposure.
Advancements in synthetic microdenier fibers have introduced alternatives to natural cotton-based fabrics. These fabrics use thin, smooth yarns densely woven—approximately 7,000 filaments/cm—into constructions like taffeta, twill, and oxford weave. The use of microfibers ensures that the pores remain exceptionally small, even in a dry state, enhancing both windproofing and water resistance. Compared to Ventile fabrics, these synthetic variants offer better water repellency and softer handles. They are often treated with water-repellent finishes such as silicones or fluorochemicals for added protection. Examples include Teijin Ellettes and Unitika Gymstar, trade names that represent the latest innovations in high-density woven synthetic fabrics.

Overall, closely woven fabrics provide a practical solution for creating breathable yet protective textiles, offering a blend of durability, comfort, and performance for applications in outdoor gear and apparel.
2. Microporous Membranes and Coatings
Microporous membranes and coatings are innovative materials designed to allow moisture vapor to pass through while blocking water droplets, providing a balance of breathability and water resistance. The micropores in these structures are significantly smaller (0.02 – 1 µm) than water droplets (around 100 µm), effectively preventing water penetration while enabling moisture vapor transmission. The efficiency of water vapor transmission through such materials is influenced by their porosity, thickness, and pore size. For materials with constant porosity and thickness, decreasing pore size enhances water vapor permeability. Conversely, increasing the thickness of the material reduces its permeability.
Typically, membranes are extremely thin, around 10 µm, and are laminated to conventional textile fabrics to provide the necessary mechanical strength for practical use. In contrast, coatings are applied differently and are much thicker than membranes, which affects their functional properties and applications.
The porosity (denoted as hh) of a fabric, defined as the ratio of open space to the total volume of the material, plays a crucial role in its performance. Porosity is calculated as h=1−density of fabric density of fiber h = 1 – \frac{\text{density of fabric}}{\text{density of fiber}}, providing a metric for the open structure that facilitates moisture transmission.
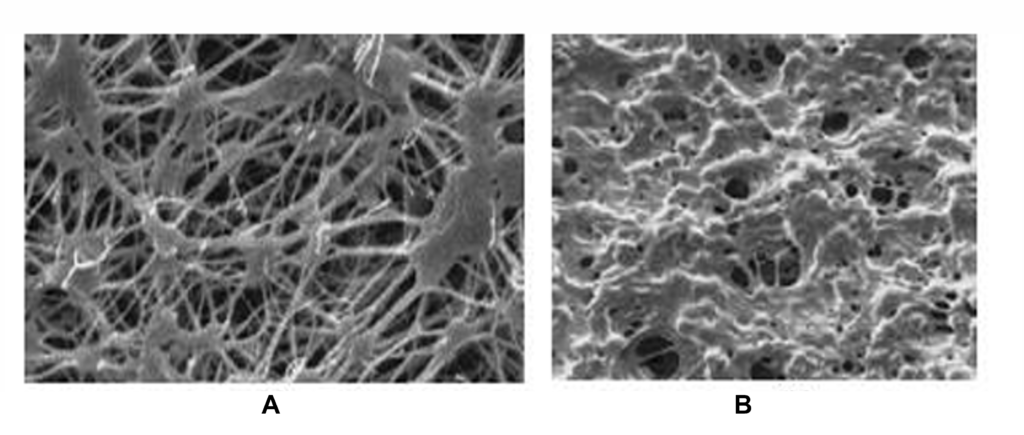
One of the earliest and most renowned examples of microporous membranes is Gore-Tex, developed by W. L. Gore in 1976. This material consists of a thin film of expanded polytetrafluoroethylene (ePTFE) with approximately 1.4 billion micropores per square centimeter, offering exceptional water resistance and breathability. Other notable entrants include Toray Industries and Porelle by Porvair, which produce microporous films using polyurethane, further expanding the range of applications for these advanced materials.
3. Hydrophilic membranes and coating
Hydrophilic membranes are specialized nonporous films designed to facilitate water vapor transmission through a process similar to biological systems. These membranes work through osmotic potential, attracting and disassembling water vapor molecules, then moving them across the membrane. The driving force behind water vapor transmission is the difference in water vapor pressure between the two sides of the membrane. This enables breathability, which occurs through an absorption-diffusion-desorption process. The process is accelerated by hydrogen bonding between water molecules and functional groups integrated into the polymer’s molecular chains.
Water vapor first adsorbs on the side with a higher vapor concentration and occupies the free volume between molecular chains. This movement happens without disrupting the integrity of the polymer. In the membrane’s amorphous regions, particularly where soft segments are located, intermolecular pores allow water vapor to pass through but prevent liquid water penetration, due to the solid nature of the membrane. Hydrophilic groups actively engage with vapor molecules, enhancing the diffusion process through activated diffusion. This is made possible by incorporating hydrophilic functional groups—such as -O-, CO-, -OH, or -NH2—into the polymer structure, often in block copolymers.
Once water vapor reaches the opposite side of the membrane, it is desorbed into the surrounding air. Conventional coatings like PVC, PU, or rubbers lack the necessary polar groups to activate the hydrophilic mechanism, which is essential for effective water vapor transport. A notable example is Akzo’s Sympatex, a modified polyester with incorporated polyether groups that impart hydrophilic properties. While hydrophilic polymers such as polyvinyl alcohol and polyethylene oxide are available, they are highly water-sensitive, often dissolving in rain or swelling excessively, compromising their flexibility and abrasion resistance. Therefore, an ideal hydrophilic polymer for coatings should balance adequate swelling for water vapor transmission while maintaining film strength to ensure durability.
4. Combination of microporous and hydrophilic membranes and coating
The integration of microporous and hydrophilic technologies in waterproof breathable fabrics offers a highly effective solution for optimal performance. This hybrid membrane design combines the strengths of both systems: the microporous layer facilitates high breathability through its physical pore structure, enabling the rapid escape of water vapor, while the hydrophilic layer ensures efficient moisture management by actively transporting condensed perspiration and preventing pore clogging caused by contaminants. Together, these layers provide durable, waterproof protection and maintain a comfortable microclimate, even in demanding environments.
In this bi-component system, microporous membranes, such as polytetrafluoroethylene (PTFE), are often combined with hydrophilic materials like polyurethane (PU). The micropores of PTFE are filled with hydrophilic PU, creating a seamless synergy that enhances the fabric’s ability to manage both liquid and vapor perspiration. Additionally, the system benefits from an insulating air layer between the two components, which reduces condensation by maintaining a temperature differential between the fabric’s inner and outer surfaces. This structure, commonly associated with advanced systems like Modern Gore-Tex, is impermeable to air while excelling in waterproof and breathable functionality.
To further enhance performance, microporous and hydrophilic coatings are applied to optimize durability and moisture vapor transmission. Microporous coatings offer additional resistance to wear and contamination, while hydrophilic coatings improve the diffusion of water vapor. Achieving a precise balance between water resistance, vapor permeability, and durability is critical to ensuring superior performance across a wide range of activities and climates. This innovative combination has solidified the popularity of bi-component fabrics, delivering unparalleled protection and comfort for users in diverse conditions.
5. Retroreflective Microbeads
Retroreflective microbeads are a cutting-edge addition to waterproof breathable fabrics, designed to enhance visibility and safety without compromising core functionality. These spherical beads, typically made from glass or synthetic polymers, are coated with reflective materials that redirect light back to its source. This feature makes them indispensable for low-light or nighttime environments, particularly in sportswear, workwear, and protective gear. When integrated into fabrics, retroreflective microbeads provide enhanced visibility while maintaining the waterproof and breathable properties crucial for wearer comfort.
The structure of these microbeads is pivotal to their functionality. Their smooth, reflective surfaces and specific refractive indices enable efficient light reflection. Depending on the bead size, they can produce either a uniform finish or heightened reflectivity. These beads are incorporated into fabrics using methods like surface coating, printing, or laminate integration. These techniques ensure the beads adhere securely to the fabric while preserving its breathability and waterproofing. Advanced applications may also use zoned placements to balance safety, aesthetics, and comfort.
The benefits of retroreflective microbeads are manifold. They significantly improve visibility in low-light conditions, ensuring safety in outdoor activities such as running, cycling, or construction work. Their durability ensures they withstand washing and wear while maintaining their reflective properties. Furthermore, they allow for aesthetic versatility, enabling the creation of stylish patterns or logos. Despite these advantages, challenges such as ensuring strong adhesion, maintaining fabric flexibility, and managing production costs must be addressed.
Applications of retroreflective microbeads span a wide range of products, including outdoor garments, protective uniforms, and accessories like backpacks and footwear. As safety and visibility become increasingly important across industries, the demand for these fabrics is set to grow. Innovations in materials and application techniques are likely to expand their potential further, enabling the development of versatile, high-performance fabrics that blend functionality with style and safety.
6. Ceramic-Enhanced Coatings
Traditionally, polyurethane (PU) has been used as a microporous coating for waterproof breathable fabrics. Recently, ceramic particles have been incorporated into the coating process to enhance the fabric’s ability to transport moisture vapor. The addition of ceramic creates a finer network of pores, enabling better moisture vapor transmission and adding approximately 20% more waterproof protection. This innovation improves user comfort by efficiently wicking perspiration away from the body.
7. Super Shed™ DWR Application
Super Shed™ is an advanced Durable Water Repellent (DWR) technology designed to extend the longevity of water repellency in nylon fabrics. It employs a water-repellent agent alongside a specialized process that densely aligns and firmly bonds water-repellent groups to the fabric. This technique demonstrated exceptional performance, scoring 80 in the water repellency spray test even after enduring over 100 wash cycles. While traditional DWR treatments typically wear off over time and require reapplication, Super Shed™ ensures long-lasting protection, significantly reducing the need for frequent retreatments.
8. NanoPro™: Reduced Pore Size
One of the latest breakthroughs in waterproof breathable fabric technology is the development of NanoPro™ by a leading manufacturer. This innovation reduces the pore size of microporous membranes by 30%, from the conventional 2-3 micrometers to a much finer structure. The densely packed, ultra-small pores enhance both the waterproofness and breathability of the fabric. Additionally, NanoPro™ introduces a unique air-permeable structure that allows dynamic air exchange, promoting faster moisture vapor removal without sacrificing waterproof or wind-resistant properties.
9. Smart Breathable Fabrics
Smart fabrics and interactive textiles are engineered with the inherent capability to respond dynamically to external stimuli such as electrical, mechanical, thermal, chemical, or magnetic changes. Current developments in smart textiles are largely focused on reducing discomfort caused by temperature fluctuations, with temperature serving as the primary trigger. For instance, integrating temperature-sensitive polymers into membranes and coatings allows the water vapor permeability (WVP) of these fabrics to adapt to environmental changes, offering enhanced waterproof breathability. Additionally, using humidity as a stimulus to regulate the microclimate around the wearer can result in fabrics that keep users dry for longer periods while ensuring quicker drying times, thereby maximizing comfort.
9.1 Temperature-Sensitive Polyurethane (TS-PU)
Temperature-sensitive polyurethane (TS-PU) is a smart polymer designed to enhance breathability through its temperature-responsive properties. The water vapor permeability (WVP) of TS-PU membranes significantly increases as the temperature rises within a specific range. This feature allows textiles to remain waterproof across various temperatures while dynamically adjusting their breathability in response to climatic changes, ensuring optimal comfort.
9.2 Temperature-Sensitive Copolymer
A temperature-sensitive copolymer, poly(N-tertbutylacrylamide-ran-acrylamide: 27:73), has been developed to create breathable cotton fabrics. The coating process involves the following recipe:
- Copolymer (aq.): 20 wt%
- 1,2,3,4-butanetetracarboxylic acid (cross-linker): 50 mol%
- Sodium hypophosphite (catalyst): 0.5 wt%
The coated fabrics are dried at 120°C for 5 minutes and cured at 200°C for another 5 minutes. The resulting fabric retains temperature-sensitive swelling properties, displaying a transition in water vapor transmission rates (WVTR) within the range of 15–40°C. This responsiveness enhances moisture regulation, contributing to both dryness and comfort.
9.3 Hydroxypropyl Methyl Cellulose (HPMC)
Hydroxypropyl methyl cellulose (HPMC) is a versatile temperature-sensitive polymer with both hydrophilic and hydrophobic groups, exhibiting a low critical solution temperature (LCST) at approximately 55.65°C. Below this temperature, hydrophilic interactions dominate, making the polymer water-soluble, while above LCST, hydrophobic interactions prevail, rendering it insoluble. This reversible hydration-dehydration behavior causes the material to swell in water below the transition temperature and shrink above it. The following recipe is used for HPMC coating on cotton substrates:
- HPMC (aq.): 10 wt%
- Citric acid (cross-linker): 5 wt%
- Sodium carbonate (catalyst): 0.5 wt%
After drying and curing, the coated fabric exhibits temperature-sensitive swelling properties with a transition temperature range of 30–40°C. When exposed to external temperature changes, the fabric undergoes swelling or shrinkage, altering water vapor transmission rates (WVTR), permeance, and permeability. This dynamic response ensures improved comfort and adaptability in varying environmental conditions.
10. Fabrics Based on Biomimetics
Biomimetic fabrics draw inspiration from nature, mimicking biological processes to develop innovative and efficient textile solutions. Derived from the Greek words bios (life) and mimesis (to imitate), biomimetics applies nature’s principles to engineering and design, creating materials with enhanced performance and functionality. In textiles, biomimetics has paved the way for fabrics that emulate natural mechanisms to achieve superior waterproof and breathable properties, significantly improving wearer comfort across various applications.
10.1 The Pine Cone Effect
Biomimetic textiles based on the pine cone effect adapt to humidity levels, responding dynamically to changes in the microclimate. Inspired by how pine cones open and close their spines depending on weather conditions, these fabrics adjust their structure to enhance waterproof breathability. For instance, researchers have explored creating fabrics with tiny spikes that open in hot conditions to release heat and close in cooler conditions to retain warmth.
Notable advancements include Nike’s Macro React range, featuring a fish-scale pattern, which showcased this concept in performance wear. Another breakthrough is INOTEK fibers, developed by MMT Textiles, which operate on the pine cone principle. These fibers increase fabric permeability as moisture builds up, reducing the feeling of dampness and enhancing comfort. INOTEK fibers have been tested by the U.S. Army Natick Soldier Research, Development, and Engineering Center, demonstrating significant improvements in breathability and moisture management when blended with materials like Merino wool and Tencel. Their reversible response to humidity—thinning in damp conditions to create microscopic air pockets and reverting in dry conditions to improve insulation—makes them ideal for apparel, bedding, and wound dressings.
10.2 Transpiration Within a Leaf Effect
Inspired by the natural process of transpiration in plants, where water vapor is released through stomata to cool down leaves, biomimetic fabrics replicate this mechanism to enhance comfort and breathability. AZKO NOBEL’s Stomatex technology incorporates neoprene fabric with foam insulation featuring dome-shaped pores that regulate the release of water vapor. This design adapts to activity levels, accelerating vapor release during high-intensity movement and slowing down during rest, providing optimal moisture management.
When paired with Sympatex, a waterproof breathable membrane, Stomatex creates an insulating barrier that is both breathable and waterproof, suitable for clothing and footwear. The combination offers a responsive, dynamic solution to maintaining comfort during various levels of activity, setting a benchmark for modern textile innovation.
These biomimetic advancements in waterproof breathable fabrics showcase how nature-inspired solutions can drive significant improvements in textile technology, providing enhanced protection, adaptability, and comfort for a wide range of applications.
Conclusion:
Waterproof breathable fabrics embody the pinnacle of innovation in textile technology, offering an unparalleled combination of protection, comfort, and adaptability. From their inception as tightly woven cotton constructions to today’s advanced solutions like biomimetics and temperature-sensitive polymers, these fabrics have revolutionized industries ranging from sportswear to protective gear.
By effectively balancing water resistance and breathability, they ensure wearers remain dry and comfortable in diverse conditions, whether navigating heavy rain, engaging in intense physical activities, or adapting to fluctuating temperatures. Cutting-edge advancements such as NanoPro™, Super Shed™ DWR, and ceramic-enhanced coatings push the boundaries of performance, while biomimetic approaches like the pine cone and transpiration effects demonstrate the power of nature-inspired design.
The fusion of traditional techniques and modern innovations has broadened the potential of waterproof breathable fabrics, making them indispensable in today’s textiles. As the demand for sustainable and functional materials grows, these fabrics will undoubtedly continue to evolve, offering new possibilities for comfort, performance, and durability across a wide spectrum of applications.
References:
- A R Horrocks and S C Anand, Handbook of Technical Textiles:“Chapter 12 Waterproof Breathable Fabrics”, 1st Edition, Woodhead Publishing, New York, 2000.
- Mukhopadhyay, Arunangshu & Midha, Vinay. (2008). A Review on Designing the Waterproof Breathable Fabrics Part I: Fundamental Principles and Designing Aspects of Breathable Fabrics. Journal of Industrial Textiles – J IND TEXT. 37. 225-262. 10.1177/1528083707082164.
- Subhankar Maity, Vinay Chauhan, Pintu Pandit, 12 – Waterproof breathable fabrics and suits, Editor(s): Md. Ibrahim H. Mondal, In The Textile Institute Book Series, Protective Textiles from Natural Resources, Woodhead Publishing, 2022, Pages 347-375, ISBN 9780323904773, https://doi.org/10.1016/B978-0-323-90477-3.00015-8
- Knížek R, Tunák M, Tunáková V, Honzíková P. Effect of membrane morphology on the thermo-physiological comfort of outdoor clothing. Journal of Engineered Fibers and Fabrics. 2024;19. https://doi.org/10.1177/15589250241265334
- I. Ozen, “Multi-layered breathable fabric structures with enhanced water resistance,” J. Eng. Fiber. Fabr., vol. 7, no. 4, pp. 63–69, 2012, doi: 10.1177/155892501200700402
- Jose, A. J., Kappen, J., & Alagar, M. (2018). Polymeric membranes: Classification, preparation, structure physiochemical, and transport mechanisms. Fundamental Biomaterials: Polymers, 21–35. doi:10.1016/b978-0-08-102194-1.00002-5
- Xu, Y., Sheng, J., Yin, X., Yu, J., & Ding, B. (2017). Functional modification of breathable polyacrylonitrile/polyurethane/TiO 2 nanofibrous membranes with robust ultraviolet resistant and waterproof performance. Journal of Colloid and Interface Science, 508, 508–516. doi:10.1016/j.jcis.2017.08.055
- Xuepeng Yu, Qing Liu, Zhengyu Jin, Aiquan Jiao, Preparation and characterization of hydroxypropyl methylcellulose/hydroxypropyl starch composite films reinforced by chitosan nanoparticles of different sizes, Materials Today Communications, Volume 35, 2023, 105714, ISSN 2352-4928, https://doi.org/10.1016/j.mtcomm.2023.105714
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you. https://accounts.binance.info/el/register?ref=DB40ITMB
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.